


Navrhuje se vyrobit malý vrtací stroj velmi jednoduché konstrukce. K jeho výrobě nebudou potřebné části vzoru - přesná vedení, valivá ložiska, pohyblivé mechanismy. Pokud je ve vaší domácnosti malý nástrojový motor s vrtákem na hřídeli, můžete začít pracovat. Vyrábíme stroj z improvizovaných materiálů. Sázky na komponenty nebudou obtížné najít.
Designové funkce.
Tento stroj se snadno vyrábí, ale má určitá omezení. Jeho konstrukce je určena pro vrtání otvorů až do hloubky 10 mm. Schopnosti stroje při vrtání průměru a zpracovávaného materiálu závisí na vlastnostech (výkon, rychlost otáčení hřídele) použitého elektromotoru.
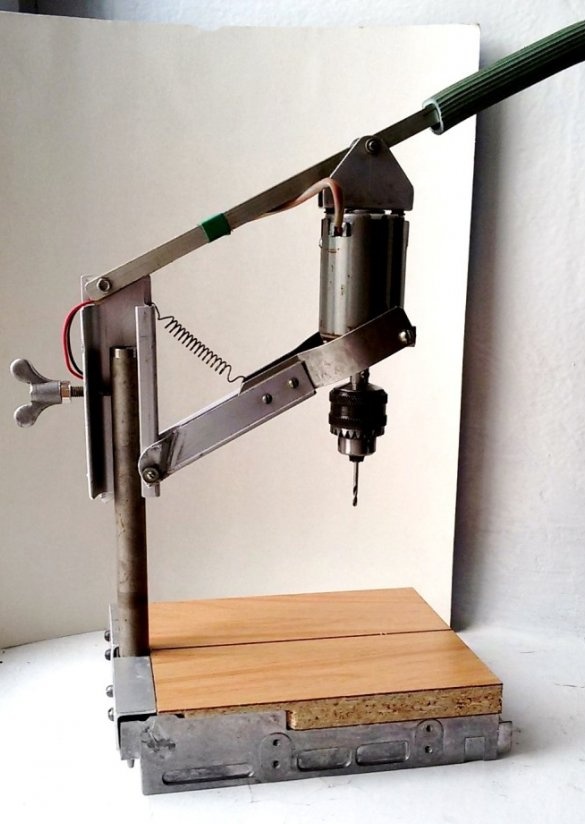
S konstrukcí zavěšení pohonu vrtu je spojeno omezení hloubky vrtání. Zařízení je založeno na sklopném rovnoběžníku. Dva svislé, rovnoběžné a protilehlé články rovnoběžníku, to je elektrický motor a základna zavěšení. Zbývající dva stejné a protilehlé články jsou spojovací prvky. Jak víte, v tomto návrhu budou opačné vazby rovnoběžné při jakékoli rotaci vazeb rovnoběžníku. Proto bude společná osa elektrického motoru a vrtáku (při přesné výrobě prvků rovnoběžníku) vždy rovnoběžná s osou pevného stojanu a kolmá na stůl stroje.
Pro informaci je kosočtverec rovnoběžník, ve kterém sousední strany mají různé délky a úhly nejsou rovné.
Nastavení a práce na stroji.
Poloha spojovacích článků rovnoběžná s tabulkou bude brána jako nulová poloha. Při obrábění součásti na stroji by se kvůli zvýšení přesnosti mělo umístění těchto spojů přiblížit k vodorovné poloze.
V tomto případě bude při axiálním pohybu vrtáku od +5 mm do -5 mm (zdvih 10 mm) od nulové polohy článků radiální posun vrtáku (v rovině kosočtverce) 0,08 mm. Toto množství posunu bude na délce spoje 150 mm. V praxi je toto přemístění nepostřehnutelné a nebude kritické pro nástroj a obráběnou díru.
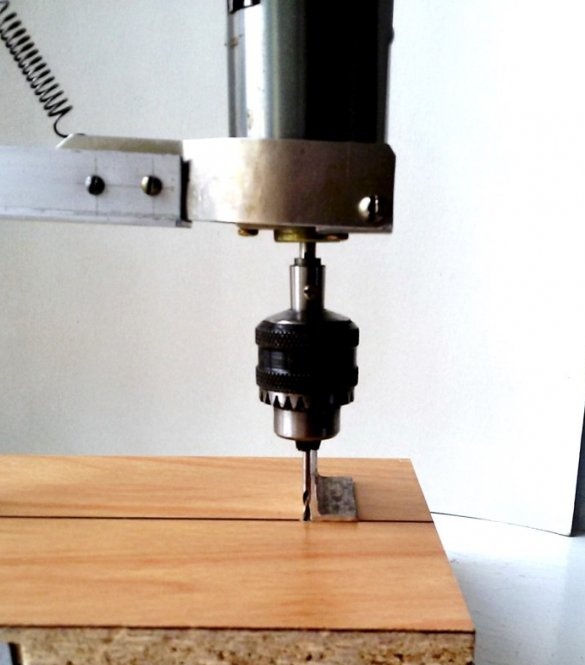
Při vrtání desek s plošnými spoji, a to i u křehkého karbidového nástroje o průměru 0,8 mm, bude přesazení vrtáku na desce o tloušťce 2 mm 0,003 mm (3 mikrony). Při ručním zpracování desek porovnejte danou hodnotu s posunem a pozicí tohoto vrtáku.
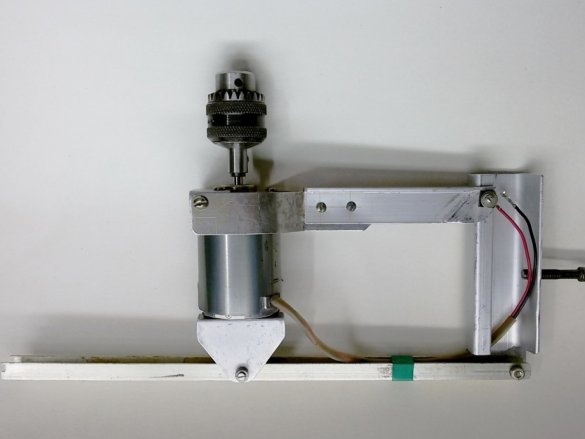
Stroj je nastaven na velikost dílu ve výšce rychlým pohybem podél stojanu stroje, základny zavěšení a upevněním pomocí palcového šroubu. Výška zdvihu a upevnění základny zavěšení je vizuálně určena rizikem nulové polohy (vynesené na základně zavěšení - poslední fotografie), když se dotknete součásti špičkou vrtáku. Při vrtání různých desek o tloušťce 1 ... 3 mm není nutné výškové nastavení.
Další konstrukční výhody.
Schopnost instalovat velké desky (se zvýšením přesahu vrtáku se zvyšuje přesnost vrtání).
Když uvolníte držadlo, na konci vrtání motor s vrtákem pod působením pružiny rychle stoupá a zpět značnou vzdálenost, čímž se uvolní zpracovatelská zóna součásti.
V nejvyšší poloze můžete pohodlně rychle a bezpečně vyměnit vrták.
Myslím, že výše uvedené vlastnosti hovoří ve prospěch výroby navrhovaného stroje. Čas strávený výrobou této konstrukce stroje se vyplatí v dobré náladě z vyloučení poruch drahých a vzácných vrtaček.
1. Použitelné materiály a podrobnosti.
Elektromotor a mechanické upínací pouzdro.
Kousky kovového plechu o tloušťce 1,5 ... 2,0 mm.
Pronájem hliníkových profilů, potrubí.
2. Vytvoření tabulky vrtacího stroje.
Nejprve se musíte rozhodnout o stole vrtačky. Jeho velikost, tuhost a síla určí přesnost a snadnost použití. Existuje mnoho různých návrhů stolů. V dané verzi stroje se používá případ CD přehrávače, který dlouho čekal na jeho sekundární použití. Obdélníkové pouzdro o rozměrech 145 x 200 mm, odlévané ze slitiny hliníku. Má nízkou hmotnost, tuhou strukturu a rovinnost po obvodu spodní části součásti, což dává budoucímu produktu dobrou stabilitu. Tato část navíc nevyžaduje prakticky žádné další zpracování. Z těchto důvodů byl plášť považován za základ stolu stroje.
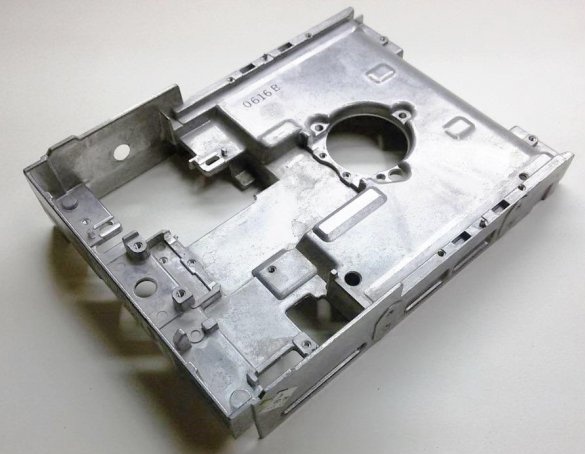
Jedna z krátkých stěn (na fotografii vlevo), uprostřed, má otvor pro šroub M8, který tam automaticky určuje instalaci stojanu na stroj.
Jako stojan můžete použít válcovaný kov nebo trubku o průměru 18 ... 25 mm.
U uvažované konstrukce byla použita tenkostěnná ocelová trubka o průměru 18 mm, která umožnila zjednodušit způsob jejího připevnění ke stolu.
Vybereme šroub se závitem M8 a hlavou, jehož průměr se pohodlně vejde do otvoru v trubce (může to vyžadovat určité upřesnění průměru). Našroubujte matici na šroub a zatlačte je do trubice. Stojan je připraven. Zbývá jej upevnit na stůl druhou maticí.


V horní části stolu upevňujeme řeznou desku z laminované dřevotřísky podél obrysu těla obrobku. V tomto případě bude stojan stroje dodatečně vložen mezi stěnu skříně a pracovní desku. V budoucnu na volných stranách stojanu upevníme obložení z hliníkového čtverce. To vše poskytne instalované stojanu další tuhost.
Přitom zkontrolujeme a v případě potřeby upravíme kolmost stojanu stroje na stůl.

3. Vytvoření základu zavěšení.
Závěsná základna je nezbytná pro instalaci kloubového rovnoběžníkového mechanismu na stojan stroje. Slouží jako nedílná součást kosočtverce, upevňuje jej na stojanu, v požadované výšce a ve vybraném úhlu od okraje stolu. Tvarovaný hliníkový profil (18 x 40 mm), který dříve sloužil jako klika nábytkových dveří, byl použit jako blank pro základnu zavěšení.
Uprostřed části profilu, asi dvou délek elektrického motoru, vyvrtáme díru a vyřízneme závit M6 nebo M8 pod upevňovací šroub. Prověřujeme spolehlivost instalace základny zavěšení na stojanu stroje.

Výroba mechanismu pro montáž elektrického motoru
4. Spodní uchycení motoru.
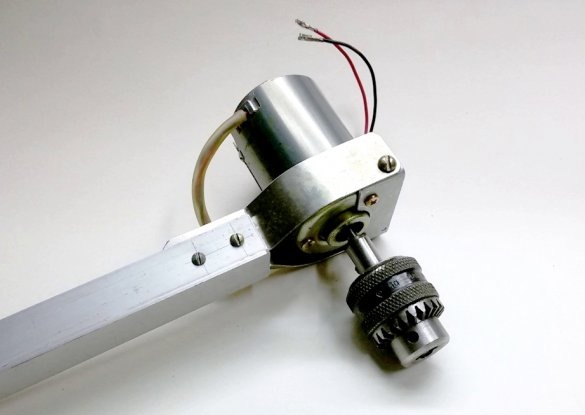
Pro navrhovaný vrtací stroj byl použit stejnosměrný motor s permanentními magnety DC 24V, 0,7A.

Zahájíme výrobu kloubového rovnoběžníku s hlavním článkem, který se skládá z elektrického motoru a jeho upevňovacích prvků. Rozměry použitého motoru se mohou lišit, stejně jako umístění montážních otvorů. Rozměry spojovacích prostředků proto nejsou uvedeny.
Z ocelového plechu o tloušťce 1,5 ... 2,0 mm vyrábíme spodní uložení motoru. V bočních policích držáku vyvrtejte koaxiální otvory a do nich nařízněte závit M4. Namontujte držák motoru pomocí dvou standardních šroubů.


5. Dolní odkaz rovnoběžníku.
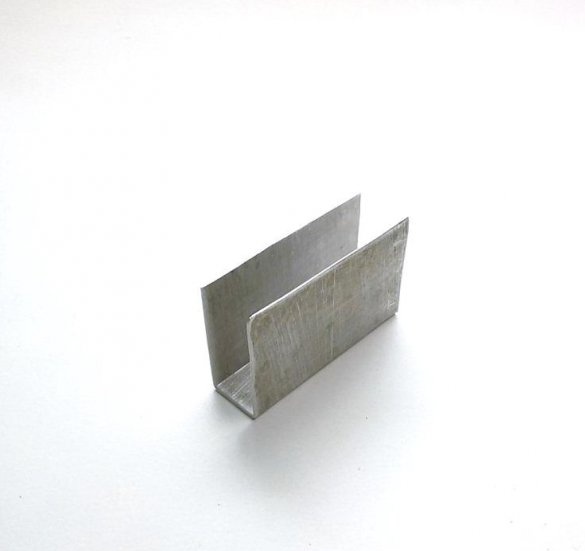
Zpřístupníme spodní linku rovnoběžníku z válcovaného hliníku. Například v navrhovaném provedení byl použit hliníkový profil ve tvaru písmene U (20 x 20 mm), který byl dříve používán při výrobě oken.
Pro spojení spodního článku s nosičem motoru z ocelového plechu o tloušťce 1,5 mm vyrábíme dva zrcadlové přechodové prvky. Jsou pevně spojeny se spojovacím profilem dvěma šrouby (nýty).


6. Spodní táhlo s podporou motoru
Délka spodního článku je určena velikostí vyráběné tabulky. V této konstrukci je tato délka (vzdálenost mezi osami montážních otvorů) definována jako 150 mm. Označte otvory pro připojení k základně zavěšení a profil ořízněte na požadovanou velikost. V případě potřeby vytvoříme na řezané straně profilu šířku drážky pro pevné spojení šířky s protilehlou základnou zavěšení. Provádíme vrtání podél označovacích koaxiálních otvorů.

Montujeme spodní článek s podporou elektromotoru. Pomocí šroubů M4 připojíme spodní článek k podpěře motoru, čímž zajistíme volné otáčení v připojení. Umístění závěsového otvoru ve spodním článku za motorem je dáno maximálním možným zvětšením délky článku, čímž se zvyšuje přesnost zpracování.
7. Horní uchycení motoru.
Z ocelového nebo hliníkového plechu o tloušťce 1,5 ... 2,0 mm vyrábíme horní uchycení motoru. Konstrukce součásti bude záviset na umístění upevňovacích bodů na stávajícím motoru. Namontujte horní držák motoru.


8. Horní odkaz rovnoběžníku.
Horní článek rovnoběžníku je také vyroben z válcovaného hliníku. Navrhovaná konstrukce například používala hliníkový profil ve tvaru písmene H (12 x 16 mm). Označte obrobek horního táhla. Přeneseme vzdálenost mezi osami montážních otvorů vyrobeného spodního ramene na obrobek horního ramene. Vyvrtejte otvory pro označení. Je žádoucí zdvojnásobit délku obrobku horního ramene vzhledem k pracovní velikosti ramene. Volný konec profilu použijeme jako držadlo pro krmení vrtáku, které sníží sílu ruky o polovinu. Na tuto část obrobku lze vložit kus plastové trubky.
Vzdálenost mezi osami montážních otvorů a jejich umístěním na podpěrách motoru přenášíme na základnu zavěšení. Jinými slovy, ve vyrobeném rovnoběžníku musí být linie spojující osy montážních otvorů na úchytech motoru a základně zavěšení stejné a rovnoběžné.
Pro splnění této podmínky je část profilu vyříznuta na základě zavěšení (v horní části) v konstrukci vyrobeného stroje.

9. Sestavení kloubového rovnoběžníku - kosočtverec.
Namontujeme kosočtverec, namontujeme ho na stojan a zkontrolujeme mechanismus v provozu.
10. Kontrola přesnosti mechanismu
kolmý

pro vrtáky se zdvihem 10 mm

pod zatížením.
