

Tisk je nástroj, který se v domácnosti často nepoužívá v garážiale když ho budete potřebovat, bez něj se neobejdete.
Mistr potřeboval narovnat zakřivenou nápravu kola. To vyžadovalo tisk. Protože požadavky jsou minimální, velikost lisu by měla být střední velikosti, mezi výškou lavice a úrovní podlahy.
Chtěl také, aby byl hydraulický zvedák odstraněn pro případ, že by to potřeboval jinde.
Krok 1: Nejprve bezpečnost
Na horních a dolních ramenech zvedáku zvedáku a na nohách stabilizátoru bude zapotřebí malé množství svařování.
Z tohoto důvodu platí všechna opatření pro svařování: dlouhé rukávy, vhodné svařovací rukavice a oblouková svařovací helma. Mějte na paměti, že v oblasti krku, která není zakrytá spodní částí přilby, může dojít k popálení UV, zejména při svařování předmětů na podlaze. Během svařování jsou rovněž nutné správné boty (bezpečnostní obuv nebo alespoň kožená obuv). Je těžké přimět úhledné svary tančit s horkými kapkami roztaveného kovu na prsty na nohou.
Vzhledem k kouřům se doporučuje svařování venku.
Tam je také hodně řezání a broušení kovů
Vzhledem k tomu je ochrana očí a sluchu nutností. Úhlová bruska s řezacím kotoučem bez řádné ochrany způsobuje zvonění v uších a také stříká obrovský proud jisker. Dejte si pozor na horkou jiskru odrážející se od zdi. Noste brýle.
Dvojice pracovních rukavic snižuje vibrace přenášené na ruce.
Krok dva: Nástroje a materiály



Nástroje:
- svařovací stroj;
- vrtací stroj s 20 mm bimetalovou korunou „Blu-Mol“, doporučená rychlost vrtání 440 ot / min.
- úhlová bruska o průměru kotouče 115 mm + odnímatelné a brusné kotouče;
Materiály:
- Boční stojany na metr 2 ks;
- Kanál 100x50 mm, délka 560 mm. pro příčky 4 ks;
- Roh 30 mm. a délka 1,2 m. jako podpora;
- příčník 460 mm;
- Šroub 20 mm pro příčky, 8 kusů;
- šroub M8 pro podporu, 4 ks;
- 10 tun hydraulický zvedák
- kovová deska pro horní konzolu zdviháku 200 mm x 100 mm x 20 mm 1 ks;
- Měkká ocelová kovová deska pro spodní držák
300 mm x 3 mm 1 ks;
- kování pro montáž konzol vratné pružiny horní konzoly 300 mm x 10 mm 1 ks;
- bloky ve tvaru V 200 mm x 100 mm x 20 mm 2 ks;
Krok 3: Sestavení spodní podpory


Na samém začátku se mistr rozhodl snížit a přivařit příčnou konzolu z rohu pro spodní podpěru. Abychom věděli velikost tohoto rohu, bylo nejprve nutné rozhodnout, jak dlouho by měly být příčníky z kanálu. Protože materiál je vzácný, musel jsem počítat na základě toho stávajícího. Délka příčníků se tedy ukázala být 560 mm, délka příčné konzoly pro spodní podpěru je 460 mm.
Před svařováním příčného nosníku spodní podpěry je nutné označit a vyvrtat otvory pro upevnění bočních sloupků, které jsou vyrobeny z kanálu. Po svařování příčného nosníku spodní podpěry jsou svislé sloupky přišroubovány.
Krok 4: Sestava rámu






Bluimolská bimetalová korunka snadno prošla 8 mm ocelí a zůstala ostrá i po 32 otvorech. Na druhé straně kovu zůstanou po vrtání ostré hrany. Tyto kovové třísky musí být před lakováním obroušeny úhlovými bruskami.
Otvory na příčných prvcích jsou vyvrtány ve vzdálenosti 30 mm od okrajů. Master vyvrtal otvory tak, aby středy otvorů byly od sebe ve vzdálenosti 40 mm (šířka 100 mm mínus 60 mm by měla být 40 mm). Ve skutečnosti by bylo lepší, kdyby je dělal ve vzdálenosti 39 mm od sebe. Proto by bylo vhodnější dotáhnout matice.
Přílohy:
2D CAD soubor se základními měřeními
Krok 5: Držáky hydraulických zvedáků








Mistr přivařil kus trubky k horní posuvné konzole. Horní část hydraulického zvedáku bude dosedat na tento segment. Poté přivařil kování a poté jej ohnul, aby upevnil vratné pružiny, které ještě nebyl schopen zachytit. V současné době jsou jako dočasné chaty namísto pružin instalovány pryžové vlečky, které se doposud docela dobře vyrovnají.
Rovněž malé rohy byly svařeny podél všech čtyř rohů držáku. Slouží pro spojení s horními kanály (příčníky). Tím se ukázalo, že horní držák je posuvný.
Spodní držák jsou dvě kovové desky, které jsou svařeny a ohnuty, aby držely základnu zvedáku. V ohnutých částech desek jsou vyvrtány otvory, do kterých jsou vloženy a svařeny řetězy. Do těchto odkazů jsou vloženy zpětné odkazy, nyní dočasně pryžové vlečky.
Krok šestý: Testování





Dokončení zvedáku.
Musel jsem lehce vylepšit hydraulický zvedák - vyměnit původní čep na ventil a vložit mnohem delší, aby se usnadnilo používání prsty.
Tento lis snadno ohýbá výztuž 10 mm na postřikovači, ale pouze o 90 stupňů.
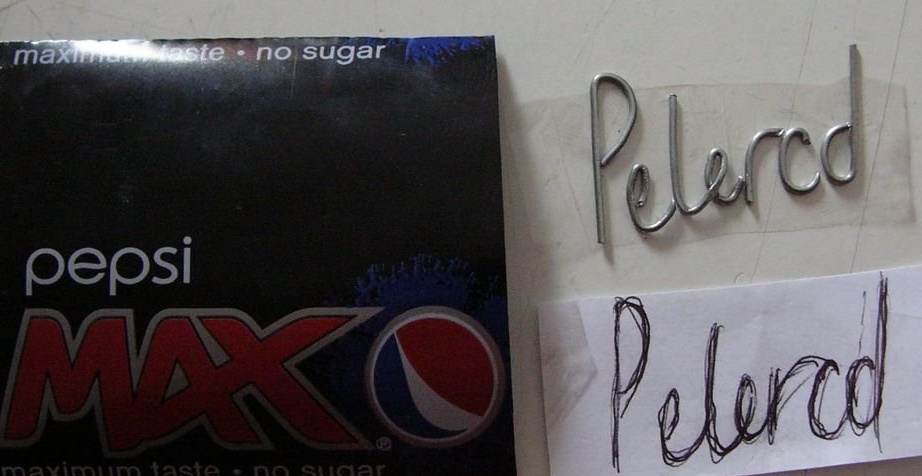
Také s tímto lisem byla testována možnost výroby lisování z hliníkového plechu plechovky Pepsi. Tento hliníkový plech má tloušťku 1 mm. Jako forma byly jako substrát testovány galvanizované dráty o průměru 1,23 mm a gumová fólie o tloušťce 1,6 mm.
Tenký hliníkový plech od Pepsi se však chce roztrhat na švech. Možná byste měli vyzkoušet tlustší kov, možná to bude fungovat. Případně zkuste použít tenčí drát, tenčí než 1,23 mm.