

V dnešním článku se budeme zabývat technologií výroby dobrého silného nože z damašské oceli. Nůž je vytvořen v tradičním stylu, tj. Kováním. Zde budete potřebovat krbu, kovadlinu, kladivo a hodně trpělivosti.
Charakteristickým rysem damašské oceli je to, že při její výrobě jsou kováním smíchány různé druhy kovů. Nejprve se připraví desky, poté se svařují, zahřívají a pak se obrobek zkroucuje, aby se smíchaly všechny typy kovů.
Vzhledem k tomu, že nůž může představovat ohrožení zdraví, neměl by být dáván do rukou lidí s nestabilní psychikou.
Materiály a nástroje pro výrobu nožů:
Z materiálů:
- ocelové plechy nejméně dvou jakostí (je žádoucí použít ocel s vysokým obsahem uhlíku, pak ji lze dobře vytvrdit. Autor použil dva typy oceli, které jsou 1095 a 15n20);
- tok (bude zapotřebí borax, lze jej zakoupit v železářství);
- dlouhá tyč (potřebná k tomu, aby bylo možné svařovat obrobek pro ohřev v peci);
- jakékoli dřevo, ze kterého si můžete vybrat;
- epoxidové lepidlo (nejlépe rychle schne);
- mosazné nýty;
- lněný olej nebo jiná impregnace dřeva;
- rostlinný olej pro kalení oceli;
- chlorid železitý.

Z nástrojů:
- kovadlina (přednostně skutečná velká kovadlina. V extrémním případě kus kolejnice, kladivo a další to je);
- kladivo (autor použitý s příčným úderníkem o hmotnosti 1,3 kg);
- svařování (je pro ni výhodné svařovat desky mezi sebou a upevnit kování, ale pokud ne, můžete použít drát);
- kovárna pro kovářství (musí mít poměrně vysokou teplotu, aby se plechy roztavily);
- pásová bruska (můžete použít soubor, ale bude to vyžadovat hodně síly a trpělivosti);
- trouba (nebo jiná trouba) příslušenství pro ohřev kovu za účelem temperování);
- vrtací stroj nebo vrták;
- Vise (velmi užitečné v procesu.


Proces výroby nože:
První krok. Sběr polotovarů
V této fázi autor připravuje mezery. Desky je třeba nařezat na požadovanou délku, autor je 7,6 x 1,2 cm. Je důležité vzít v úvahu, že čím větší je obrobek, tím těžší bude kování nože. Předběžná svařovací místa musí být pečlivě očištěna od rzi a vodního kamene. Desky jsou naskládány střídavými kovy.



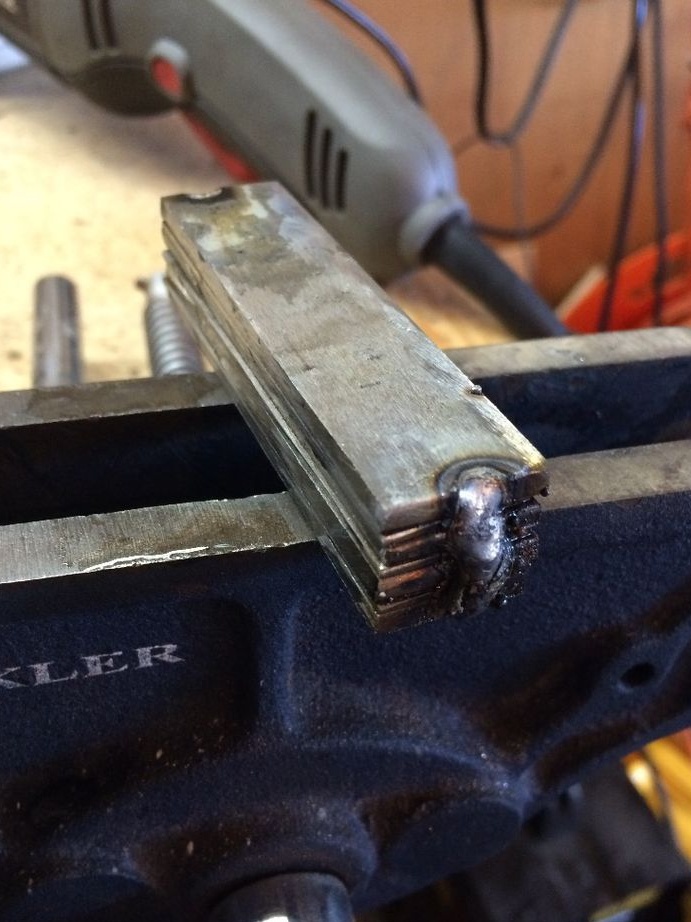
Na závěr je třeba k obrobku přivařit kus výztuže, aby mohl být umístěn v peci. Samozřejmě namísto svařování výztuže lze obrobek vytáhnout pomocí kleští s dlouhou manipulací.
Krok dva Posíláme obrobek do pece
Nyní je obrobek podroben prvnímu zahřívání a prvnímu kování. Horn autor vytvořil domácí z plynové láhve. Uvnitř je zakončena žáruvzdorným cementem a koolinovou vlnou. Protože je ohniště malé velikosti, snadno se zahřívá na požadované teploty.





Kov musí být zahřát na třešňově červenou barvu, po extrakci musí být okamžitě posypán hnědou barvou, aby se odstranil vodní kámen a zabránilo interakci s kyslíkem. Zejména se musíte pokusit vyplnit borax mezi štěrbinami desek, aby se kov dobře promíchal a byl co možná nejhomogennější. Tento postup musí být proveden několikrát, v případě potřeby se musí váha odstranit.
Dále se obrobek zahřívá na kovací teplotu, podle autora je to v rozmezí 1260 - 1315 asiC. Kov by měl mít jasně žlutou nebo oranžovou barvu. Před vyjmutím obrobku se musíte ujistit, že již máte po ruce kovadlinu a kladivo, protože kov vychladne a nemůžete ztrácet čas.
V důsledku toho je kováním obrobek natažen tak, aby mohl být ohnut.
Krok tři Míchání oceli
V tomto kroku se obrobek mnohokrát zahřívá a umožňuje kování, čím více se to dělá, tím lépe se kov míchá. Nejprve musí být obrobek kován tak, aby se dvakrát prodloužil. Protahujte kov co nejrovnoměrněji. Poté je uprostřed vytvořen zářez sekáčem a obrobek je složen na polovinu. Poté se znovu zahřeje a kuje, dokud se dvě desky nestanou homogenní. Celkově autor složil kov čtyřikrát a nakonec dostal 112 vrstev.
Při vázání několika vrstev je důležité vždy používat hnědou barvu a očistit ji od stupnice.



Vzorec pro výpočet vrstev je následující: počáteční množství * 2 ve stupni počtu ohybů, tj. 7 * 2 ^ 4 = 112).
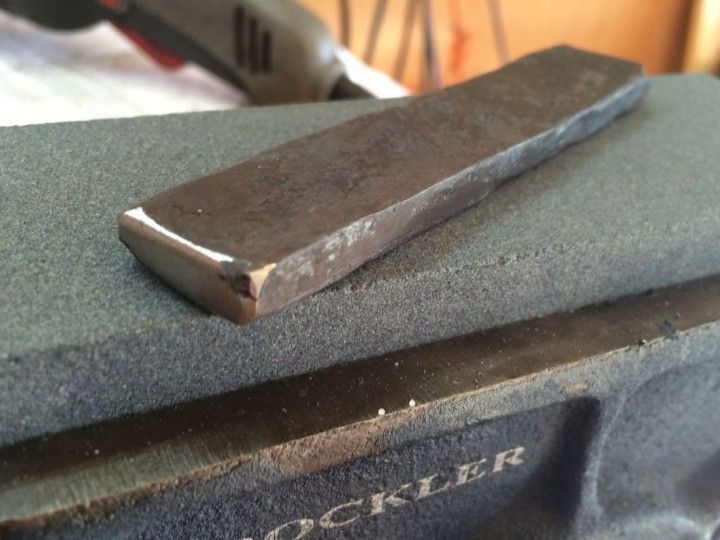
Na konci se obrobek opět zahřeje na kovací teplotu, vloží se okrajem do drážky kovadliny a zkroucuje se ve formě spirály. Pak musí být tato spirála znovu tvarována do obdélníkového tvaru. Závěrem můžete ověřit, že vrstvy jsou homogenní odizolováním jedné nebo více hran obrobku.
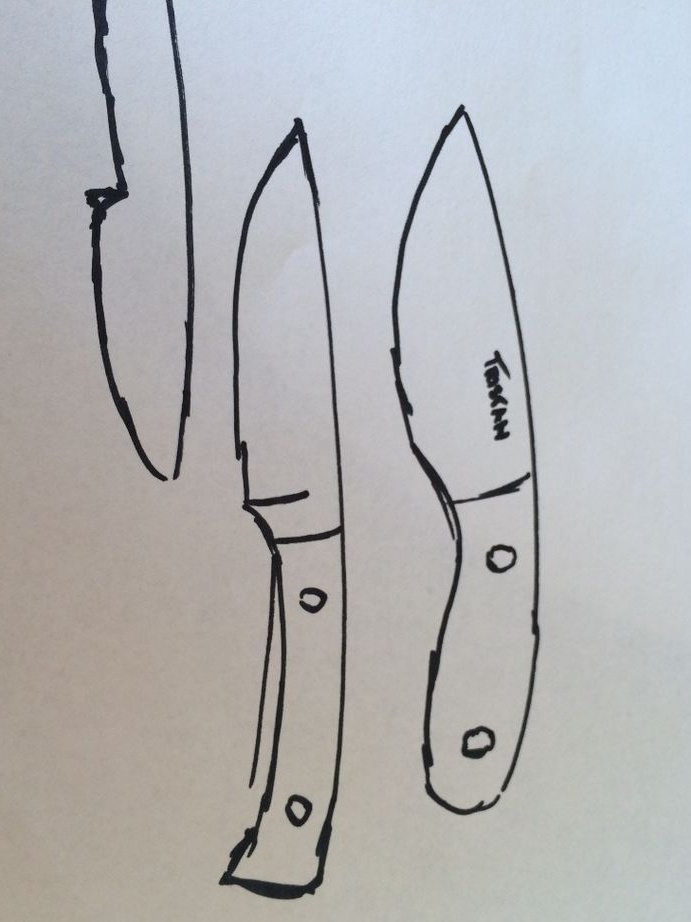
Krok čtyři Kování hlavního profilu
V této fázi autor vytváří hlavní profil nože kováním. V této fázi můžete také nastavit zkosení nože, takže později budete muset méně pracovat na brusce nebo pilníku, což je ve druhém případě velmi smutné.


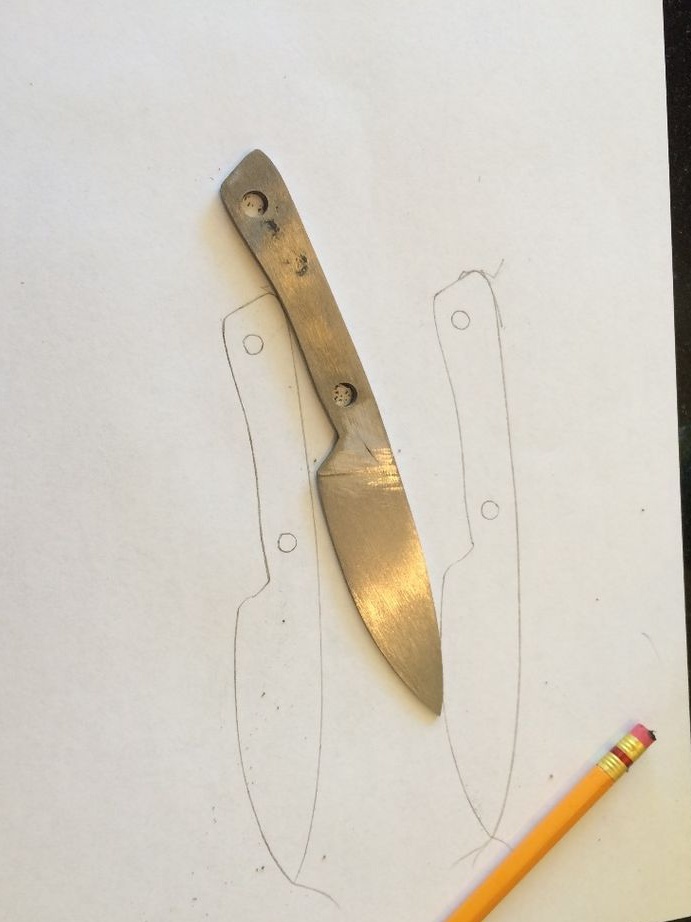
Krok pět Zbruste profil
Pokud nemáte brusku, budete potřebovat hodně času a úsilí k dokončení tohoto kroku. Zde budete potřebovat soubor a brusku.








Ke konci broušení vyvrtejte otvory pro upevnění držadla v obrobku. Stále zde bude nutné dokončit některé podrobnosti pomocí piliny o zrnitosti 400. Nůž musíte nejprve nejprve naostřit, ale není třeba jej ostřit, protože se může během kalení zkroutit.




Krok šestý Kalení kovů
Kalení je velmi důležitým momentem při výrobě nože. Síla budoucí čepele závisí na tom, a pokud dojde k narušení technologie, může být obrobek úplně zničen. V první řadě by ocel měla být uvolňována co nejvíce. Děje se tak, aby kov během kalení nevedl a čepel se neohýbala. Kov se uvolňuje několika zahříváním na teplotu, při které již nebude magnet přitahovat ocel. Celkově by takovéto vytápění mělo být tři až pět. Ocel by se měla na čerstvém vzduchu postupně ochladit.



Poté může být ocel kalena. Znovu se zahřeje na kritickou teplotu a poté se sníží na horký olej.Vysokouhlíková ocel není třeba kalit ve vodě, protože kov příliš rychle ochlazuje a rozkládá se.
Po kalení musí být ocel puštěna tak, aby nebyla křehká. Za tímto účelem se obrobek umístí do pece s teplotou 205 stupňů a zahřívá se po dobu jedné hodiny. Pak se jí musí nechat postupně vychladnout.
Sedmý krok. Blade leptání
Po leptání obdrží čepel charakteristický vzor. Celá tato věc se děje chemicky bez použití elektřiny. Chlorid železitý by měl být připraven podle pokynů, autor má tři díly vody a jednu část chloridu železitého. Stárnutí trvá jen 3-5 minut.


Krok osm. Sbíráme rukojeť a ostří nůž
Existuje mnoho technik pro výrobu držadel pro nože. Můžete použít různé druhy dřeva, zvířecí rohy, kosti, plasty a další materiály. Autor se rozhodl pro tyto účely použít třešně a mosazné nýty a vše je klasicky spojeno s epoxidovým lepidlem. Na závěr je pero leštěno 400 zrny a poté důkladně namočeno do lněného oleje.


Nakonec je třeba pouze naostřit nůž. Pro tyto účely autor používá běžný brousek. Ale pro dosažení dokonalosti můžete použít vodní kámen a postupně snižovat velikost zrna.




Celková délka nože byla asi 15 cm.