



Pěna řezačka je skvělý nástroj pro výrobu dílů pro letadla. Tento stroj umožňuje přesně řezat jakýkoli tvar aerodynamického profilu podle CAD.
Stroj má nichromovaný drát natažený mezi dvěma vodítky. Proud prochází drátem, drát je zahříván a vodítka se pohybují a odstřihávají složité obrysy, jako jsou kónická křídla. Každá osa je poháněna krokovým motorem přes vřeteno, řemen GT2 a řemenici. Řezná síla by měla být minimální a struktura musí být dostatečně tuhá, aby vydržela napětí drátu napnutého mezi podpěrami.
Jedná se o skutečný čtyřosý stroj, který dokáže stříhat různé tvary na obou stranách současně, takže problém spočívá v tom, jak ovládat čtyři nezávislé osy současně. Mnoho výukových programů se zaměřuje na 3-osé stroje, jako jsou 3D tiskárny, ale zdá se, že dokumentace o vytvoření 4-osého stroje pomocí snadno dostupných součástí a softwaru s otevřeným zdrojovým kódem není dostatečná. Mistr našel několik lidí, kteří podobné projekty využívali Arduino a Grbl a rozhodli se vyrobit svůj vlastní stroj.
Nářadí a materiály:
- Překližka (12 mm);
-Kovové tyče;
- vodící šroub (M8 x 600 mm);
-Motorová spojka M8-M5 (M8 pro vodící šroub a M5 pro hřídel motoru);
-Arduino Mega 2560;
-RAMPS 1,4;
-Step motory (jeden pro každou osu);
-A4988 Krokový ovladač (jeden pro každý krokový motor);
- napájení 12 V pro Arduino + rampy;
-Variabilní napájení (Lipo nabíječky v režimu Hot-wire);
-Nichromovaný drát;
Krok 1: Software
Tvrdou součástí vytváření čtyřosého CNC je nalezení softwaru pro generování G kódu a ovládání stroje. Softwarové vyhledávání vedlo k tvůrci https://www.marginallyclever.com/2013/09/how-to-build-a-4-axis-cnc-gcode-interpreter-for-arduino/, vyvinutý Marginally clever, který používá Obrazovka Arduino Mega 2560 a CNC Ramps 1.4.
Některé informace použili následující autoři: Rckeith a rcgroups.com
Grbl Hotwire Controller.zip
GRBL8c2mega2560RAMPS.zip
FoamXL 7.0.zip
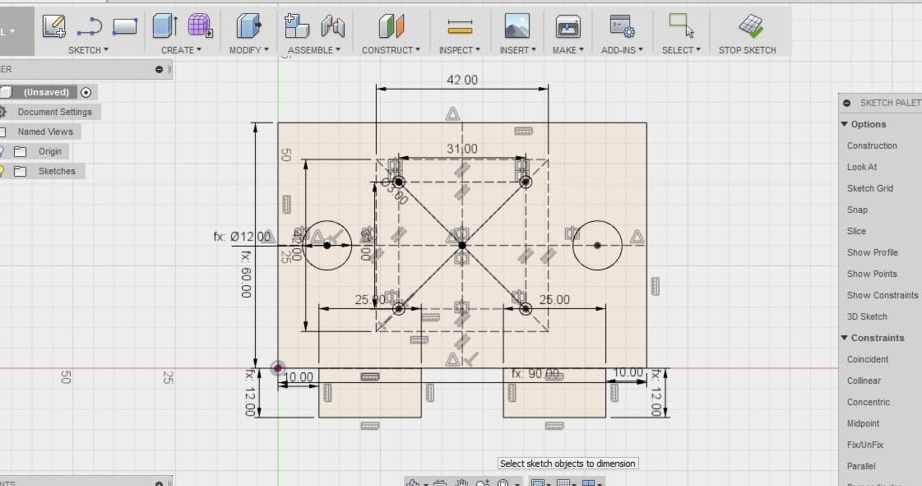
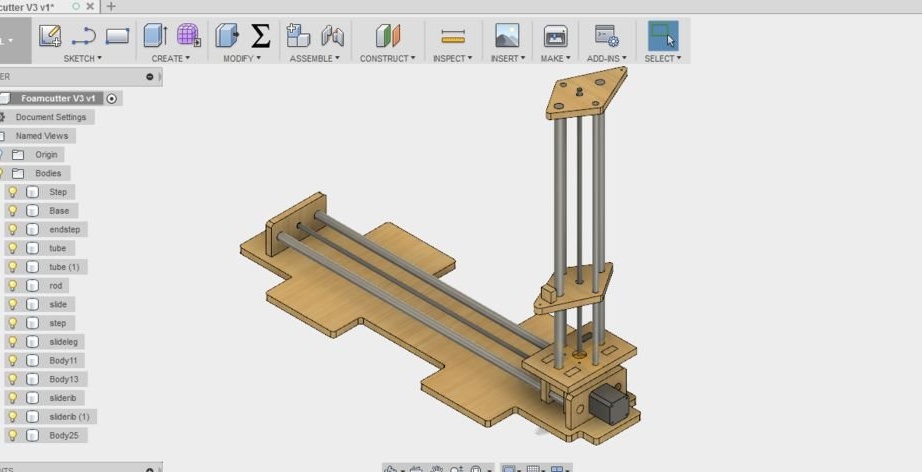
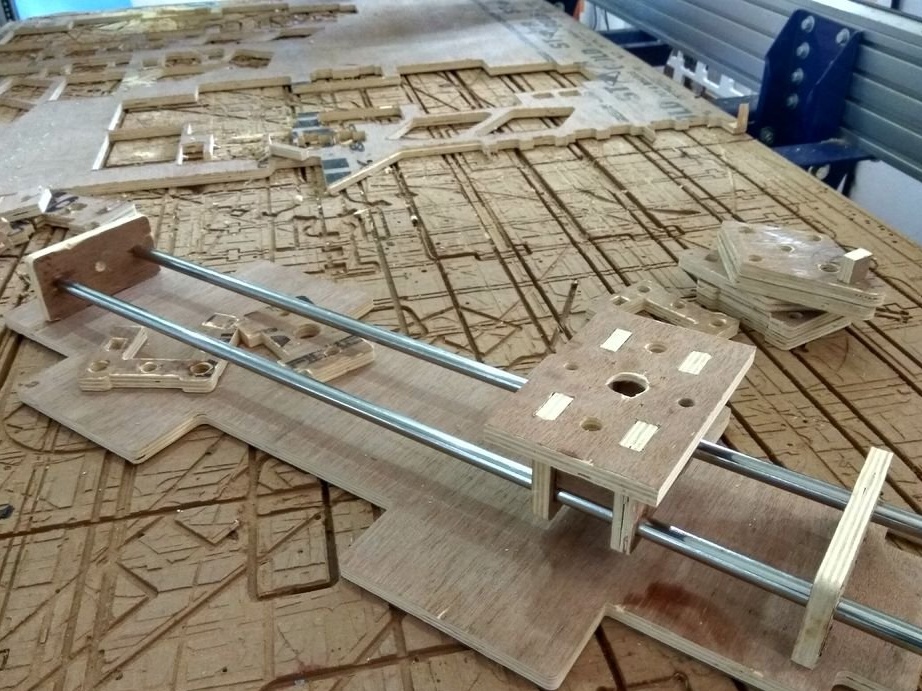
Krok 2: Sestava stroje
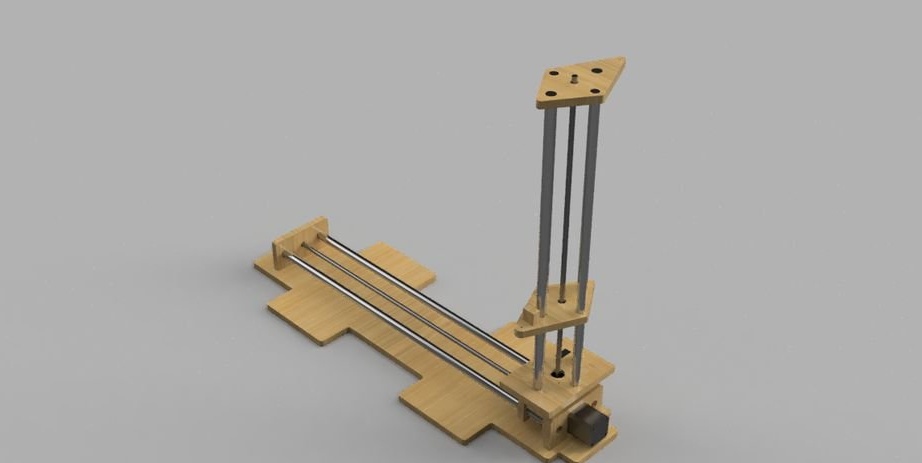
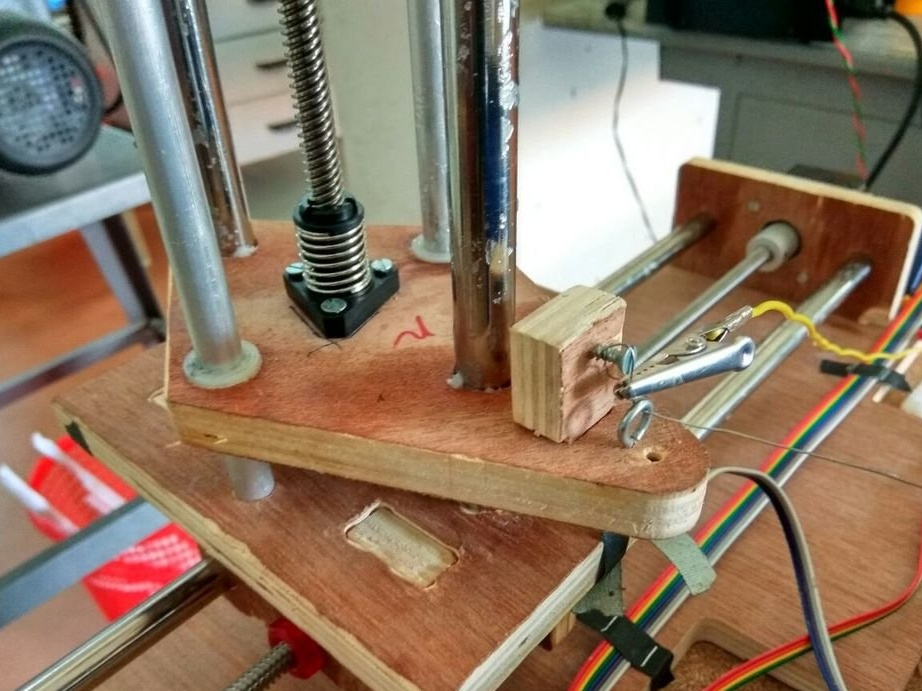
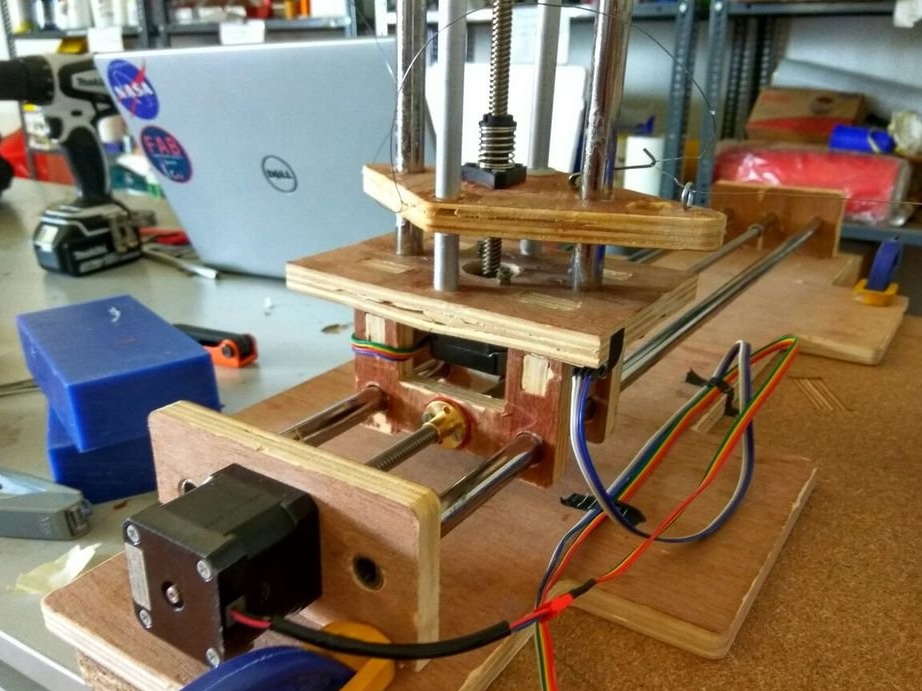
Konstrukce je vyrobena z 12mm překližky, lineární sestava je vyrobena z ocelových trubek o průměru 1/2 palce s překližkovými posuvnými bloky. Konstrukce posuvných bloků může být vylepšena instalací lineárního ložiska nebo pouzdra.Protože master používá vodící šroub, má dostatek točivého momentu, aby překonal tření bez ložiska. Dvě ocelové trubky podporují a drží vodicí blok na stejné ose.
Vertikální sloupy jsou umístěny na horní části horizontálního vodicího bloku. Má čtyři trubky.
Hnací šroub je připevněn k krokovému motoru pomocí flexibilní spojky. To pomáhá při jakémkoli nepatrném vyrovnání hřídele a šroubu. Stojan má krokový motor se zabudovaným vodicím šroubem, který lze zakoupit nebo nahradit běžným krokovým motorem a spojkou.
Oba stojany stroje jsou identické. Na základně je místo pro připojení stroje k pracovní ploše.


Poznámka: Při použití kluzných ložisek se může v závislosti na materiálu vyskytnout jev zvaný „lepení a klouzání“. To může způsobit nerovnoměrný pohyb a vibrace. To může také vést k zablokování, což má za následek nadměrné zatížení a přeskočení kroků při použití krokového motoru.
Foamcutter_base.dxf
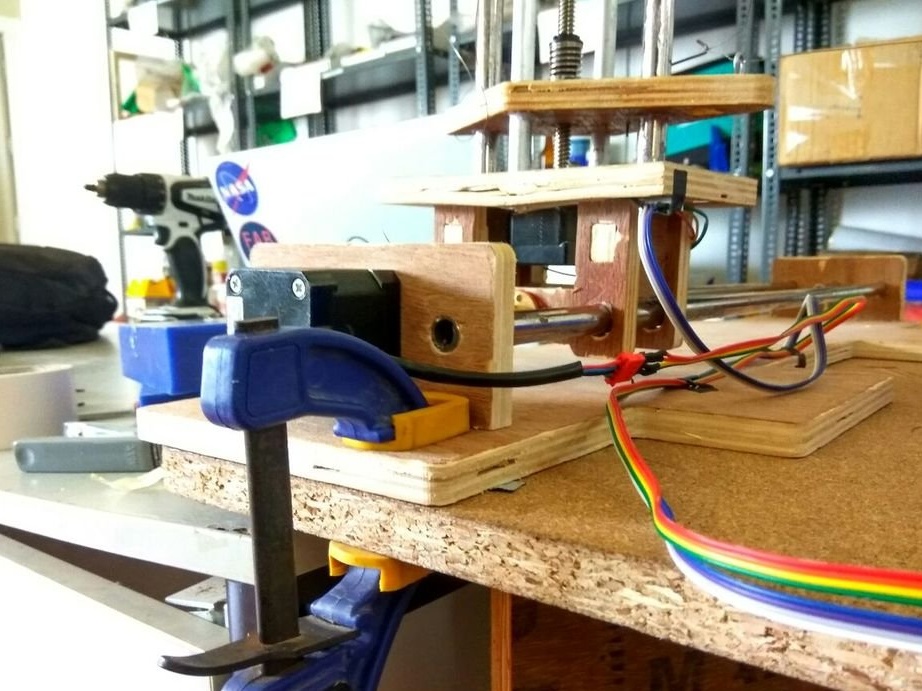
Krok 3: Připojte elektroniku
Dalším krokem je připojení elektroniky, přemístění motorů a nastavení stroje. K platformě ramp musí být připojeny 4 krokové motory. Dráty musí být položeny až na doraz, aby byl zajištěn dostatečný pohyb náprav.
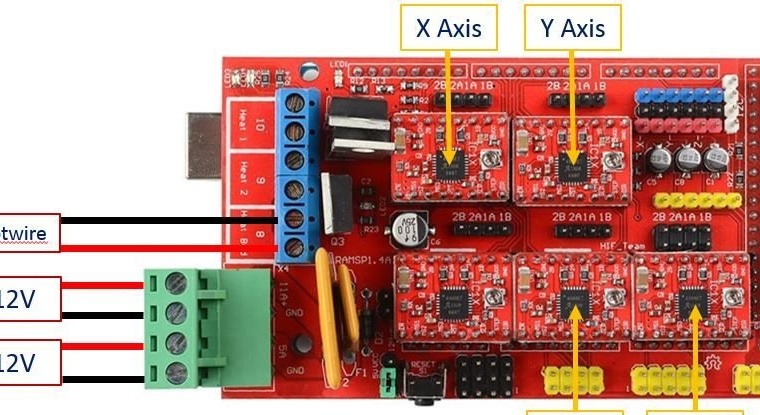
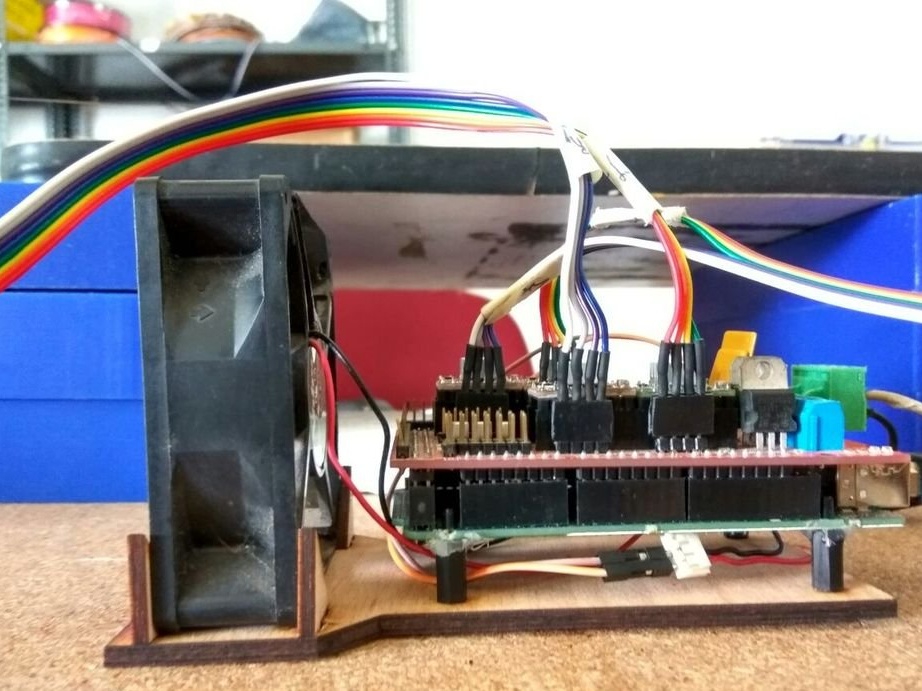
Veškeré zapojení je připojeno k desce Ramps, což je CNC obrazovka pro Arduino Mega2560. Rampa může podporovat až 5 ovladačů krokových motorů, jako je A4988. Master používá motory Nema 17.
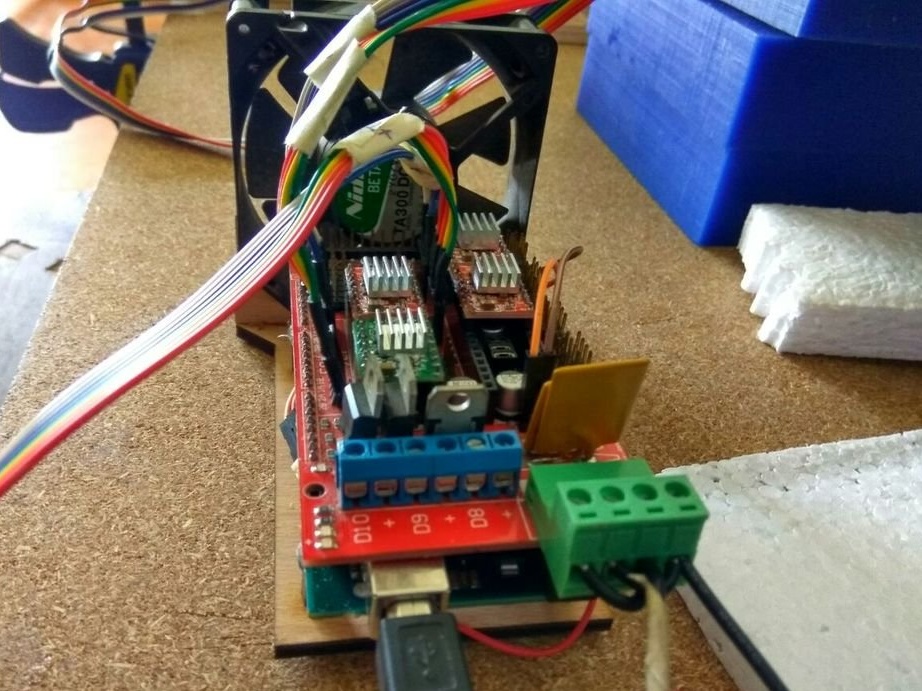
Před instalací na desku Ramps se ujistěte, že je čip A4988 správně orientován. Každý krokový motor může vytáhnout až 2 A, krokové motory jsou vybaveny radiátory pro odvádění tepla. Deska má také MOSFET 11A pro řízení teploty drátu připojeného ke kolíku D8. Všechny součásti desky jsou zahřívány, ujistěte se, že je zajištěno správné chlazení.
Když je systém zapnutý, krokové motory nadále odebírají proud, aby udržely udržovací polohu. Komponenty, jako jsou ovladače Stepper a MOSFET, se mohou během provozu velmi zahřát. Nepoužívejte rampy bez aktivního chlazení.
Hlavní laserem vyřízl základnu pro Arduino a rampy a připojil 12V ventilátor k zajištění aktivního chlazení desky.
Krok 4: Nastavení
Před zahájením práce musí být každý CNC řádně nakonfigurován. Protože se krokové motory používají v systému s otevřenou smyčkou (bez zpětné vazby), musíte vědět, jak daleko bude vozík s každou otáčkou krokového motoru ujet. Závisí to na počtu kroků na otáčku motoru, rozteč vřetena a použité úrovni mikro-přechodu.
steps_per_mm = (motor_steps_per_rev * driver_microstep) / thread_pitchPoužívá krokový motor se sklonem 200 ot / min. poháněno ovladačem A4988 při 1/16 mikrokroku, s vodicím šroubem v krocích po 2 mm.
Steps_per_mm = (200 * 16) / 2 = 1600Použitý šroub byl oboustranný, takže hodnota bude poloviční než výše uvedená hodnota, tj. „800“. Pokud je šroub čtyřstupňový, bude hodnota představovat čtvrtinu výše.
Po blikání Mega 2560 souborem Grbl8c2MegaRamps otevřete monitor sériového portu a zadejte „$$“ pro přístup k panelu nastavení Grbl. Chcete-li změnit libovolnou hodnotu, zadejte $ number = value. Například $ 0 = 100 Po nastavení stroje se ujistěte, že stroj pohybuje přesnou hodnotou, jak je uvedeno v ovladači.
Krok 5: Nichrome
Pro řezání pěny potřebujete drát vyrobený z vhodného materiálu, který vydrží zahřívání a bude mít stejnou teplotu po celé délce.
Nichrome je vhodný materiál. Nejlepší je použít co nejtenčí drát pro zmenšení drážek během řezání a zajištění čistých linií řezu. Čím déle je drát, tím větší je napětí, které musí být aplikováno, a čím je drát silnější.
Dalším krokem je připojení nichromového drátu ke stroji. Protože máme 4 nezávislé osy, nemůžeme pouze zacvaknout oba konce drátu k podpěrám.Drát by měl mít určité prodloužení, buď pomocí pružiny, nebo pomocí závaží připojeného ke koncům.
Konstantní napětí může být na drát aplikováno pomocí pružiny s konstantní silou nebo visící závaží na konci. Levný způsob, jak získat pružinu s konstantní silou, je použití Cívky průkazů totožnosti.

Krok šestý: Generování softwaru a G-kódu
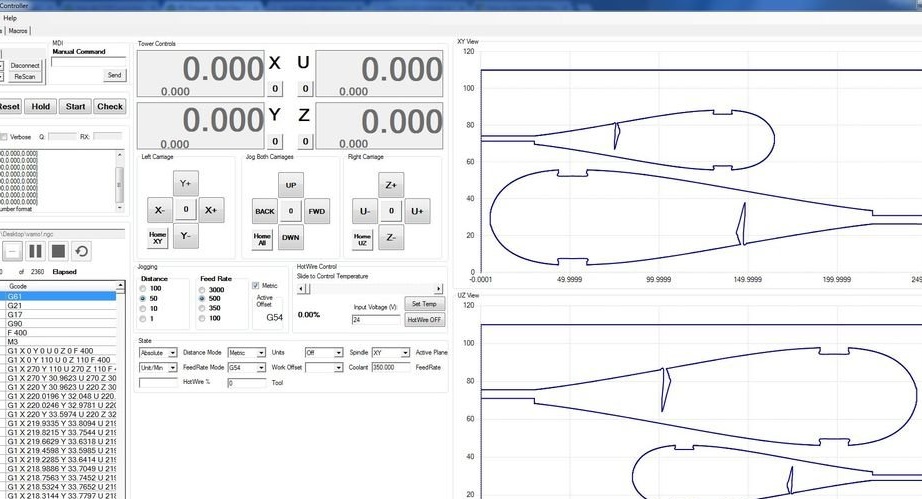
Grbl Hotwire Controller
Průvodce používá ovládací panel Grbl, vyvinutý Garretem Visserem, který byl upraven pro řezání Hotwire Danielem Rassiem. Panel má nezávislé řízení režimu pro všechny osy. K dispozici je také vizualizační nástroj, graf „Gcode“ a schopnost ukládat vlastní makra. Teplota horkého drátu může být řízena pomocí M3 / M5 pro zapnutí / vypnutí a příkazem „xxx“ pro nastavení výstupního napětí, buď ručně, nebo pomocí posuvníku v softwaru. Horký vodič by měl být připojen k výstupu „D8“ a měl by být napájen zdrojem energie připojeným ke vstupu „11A“ na spojích vedení.
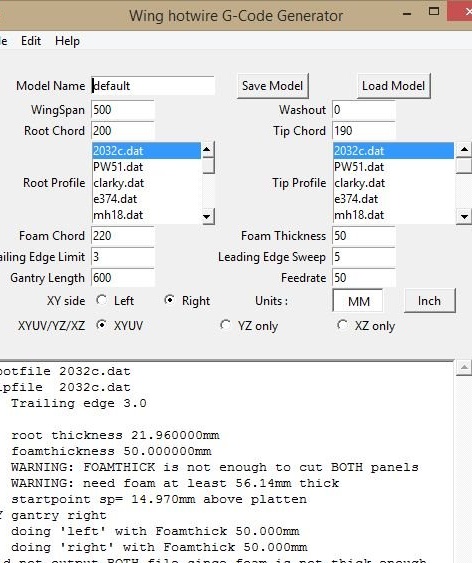
Generátor g-kódu křídla
Generátor g-kódu křídla je program pro generování XYUV GY kódu pro řezání křídel letounu za tepla. Běží na Pythonu 2.7 a lze jej také integrovat s rozhraním Axis LinuxCNC. K dispozici je také online verze. To vám umožní zadat různé parametry křídla. K dispozici je databáze aerodynamických profilů ve formátu .dat. Nové profily lze importovat stejným způsobem.
Tento software se snadno používá a podporuje vrstvení křídel na stejném kusu pěny, aby se šetřil materiál. Výstupní G-kód lze do stroje odeslat pomocí ovladače Grbl.
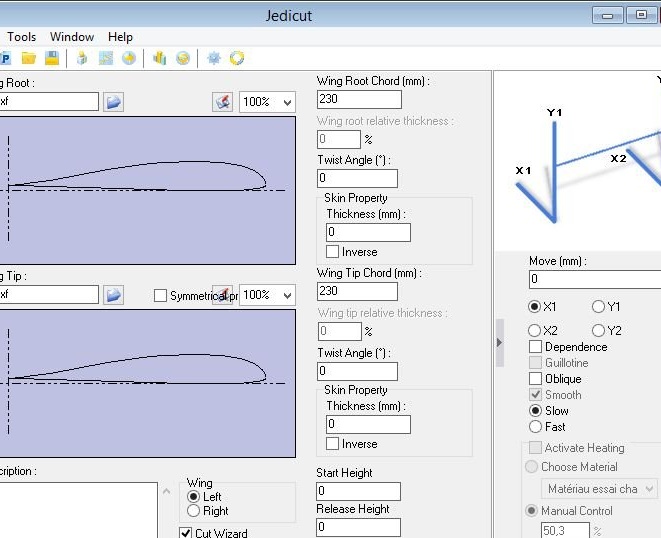
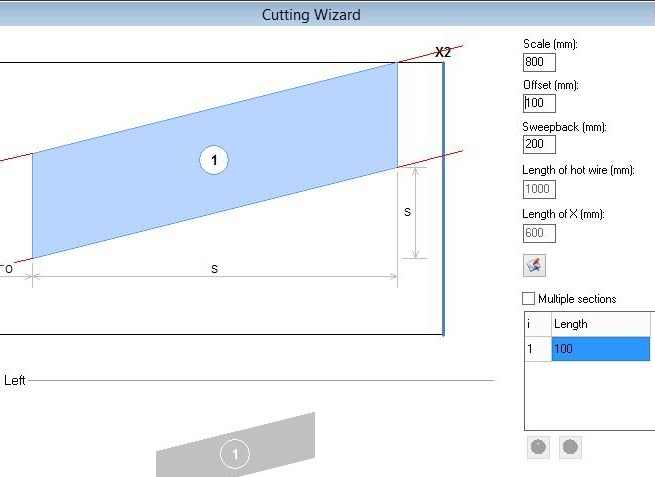
2.4 Jedicut
Jedicut - Jedná se o skvělý program, který dokáže provádět jak CAD / CAM, tak i funkce řídicí jednotky stroje. K dispozici je také plugin pro generování G-kódu. Toto není nejjednodušší program pro konfiguraci. Některé z voleb a chybových zpráv jsou ve francouzštině, ale pokud s nimi nějakou dobu pracujete, můžete si nechat fungovat.
G-kód Wing generuje G-kódy v absolutním režimu, který běží na Grbl bez problémů, ale Jedicut generuje G-kód v přírůstkovém režimu. Mistr měl potíže při prvním startu, když se vůz jednoduše pohyboval tam a zpět. Pokud k tomu dojde, upravte G-kód a odstraňte zbytečné řádky v záhlaví.
Jak Wing G kód, tak Jedicut generují G kód s některými nepodporovanými Grbl kódy v záhlaví. Pokud dojde k těmto chybám, zobrazí se na monitoru. Upravte G kód a odstraňte zbytečné řádky kódu.
Zahrnuty jsou pracovní G-kódy s oběma programy, které slouží ke kontrole ovladače.
Jedicut.rar
winggcode.rar
Sedmý krok: nastavení rychlosti posuvu a teploty
Na rozdíl od konvenčního frézování se dráty řezají tavením pěny. Když drát zůstane po určitou dobu v jedné poloze, okolní materiál se nadále taví. To zvyšuje drážku řezu a způsobuje nepřesnosti ve velikosti. Šířku řezu ovlivňují dvě proměnné.
Řezný posuv.
Teplota drátu.
Rychlost řezání je rychlost, kterou drát prochází materiálem, s výhodou v mm / min. Čím vyšší je rychlost, tím menší je štěrbina, ale vyšší požadovaná teplota a napětí v drátu by mělo být dostatečné. Dobré startovací rychlosti jsou od 350 do 500 mm / min.
Teplota drátu by měla být o něco vyšší než teplota tání pěny. Teplota je řízena proudem protékajícím drátem.
K dispozici je software, který umožňuje PWM ovládání drátu, aby jej zahříval ve správných okamžicích, aby se optimalizoval řezný posuv. Teplota drátu je určena druhou mocninou aktuálního času odporu.
Tam je speciální kalkulačkakde můžete provést všechny potřebné výpočty.
Krok osm: Provoz stroje
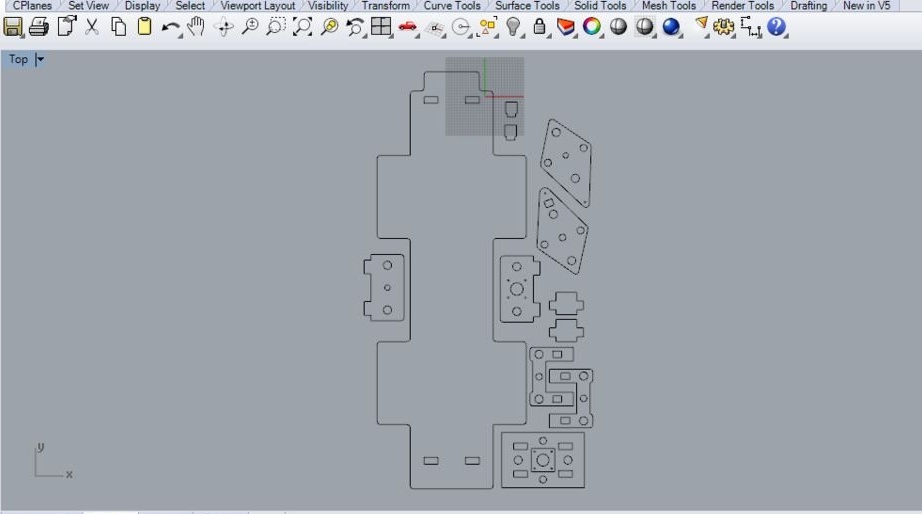
Proces začíná návrhem, který je exportován jako soubor DXF. Tento soubor je poté importován do softwaru CAM a vydán jako G-kód. Stroj je zapnutý a kalibrován. Materiál se umístí na pracovní stůl a nastaví se počáteční poloha. Spusťte soubor G-kódu a podívejte se, jak zařízení za vás dělá veškerou práci.
Podle velitele je stroj snadno vyrobitelný a usnadňuje práci modelů letadel.




Ve videu níže vidíte příklad zařízení.