
Dnes převedeme do vzdáleného Barnaulu do klenotnické dílny, kde vám Timofey ukáže co nejpodrobněji, jak byla vytvořena speciální vějířová verze prstenu pro kanál AlexGyver.

Nejběžnější výrobní metodou v kolenních špercích je odlitek vosku ztraceného voskem. V souladu s tím model nejprve vyrobený z vosku, takzvaného vosku, a pak forma je vyrobena z toho. K výrobě vosků byly použity modelované voskové šperky. Je vhodnější začít pracovat s kousky vosku, které mohou být vyrobeny z kruhu získaného nalitím vosku na fólii.

Vosk s páječkou se nanáší na kovový prst o průměru potřebném pro prsten. Prst je zabalen do fólie pro snadnější odstranění vosku v budoucnosti.
Pro řezbářství vosků se používají řezáky, v Timothy jsou vyráběny doma. Široká a plochá pro odstranění velkého množství materiálu a vytvoření tvaru, jehly pro jemné práce a rytí a trubková lžíce pro univerzální práci a nanášení vosku, které budou ukázány později.


Postup zpracování obrobku je následující: Nejprve odstraňte přebytečnou tloušťku vosku. Čipy se použijí pro další modelování, kde se bude model budovat. A pak začne sám řezat vosk, označovat písmena a vzor. Jak víte, jedná se o umění, a pokud vám není dáno, žádné pokyny nepomohou. Odlévání a modelování je tvůrčí proces, ale ve věku moderní technologie lze tuto fázi přeskočit tiskem modelů na 3D tiskárně.



Když se provádí označení obrázku a písmen, čáry se postupně prohlubují a přebytečné fragmenty jsou odstraněny z pozadí. A po neurčité době se model podobá tomu, co jste mohli vidět na prstu autora kanálu AlexGyver. Poté se odstraní železný prst, také fólie. Následuje volitelný postup pro odebrání formy z modelu. Forma umožňuje rychle vyrobit vosk a replikovat model, například pro fanoušky. Ale zároveň, i při výrobě jednoho produktu, jeden vosk poskytuje jednu formu, a tak, abyste ji nezšroubovali, můžete také udělat dojem jen pro případ, že to bude uloženo ve hře nebo programu.
Model se nalije tekutou pryží, například PentElast-718, která působí jako epoxid a vytvrzuje přidáním katalyzátoru. Forma pro vytvoření dojmu je vyrobena z plastelíny. Aby se zlepšil přenos malých částí, je vosk také pečlivě potažen gumou a poté ponořen do formy. Po vytvrzení je otisk očištěn a vše je rozebráno, otisk je oříznut.



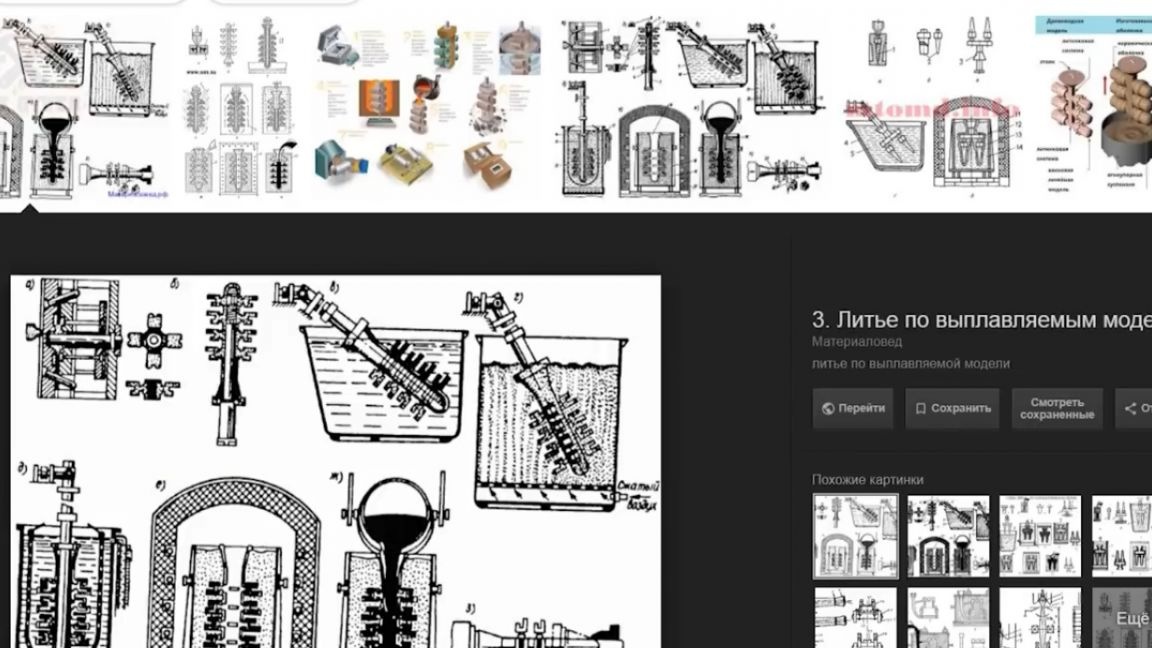
Nyní může být vosk znovu nalit do formy, přímo roztaven a válcován páječkou. A dostanete další model, který samozřejmě vyžaduje trochu zdokonalení, ale v každém případě je to stokrát rychlejší než řezání nového. Mimochodem, kopie získaná z formy bude použita pro výrobu kovového prstence. Zahájí se příprava formy. Šablona je připevněna na kousky drátu přes hemisféru měkkého vosku nebo plastelíny. Později ve formě se stanou kanály pro kovové brány. V případě tohoto prstence by neměly mít průměr větší než 1,5 mm. Odlévání je dlouhý a energeticky náročný proces, proto se nalévá několik forem najednou a v každém z několika modelů.



Z mísy s roztaveným voskem se vosk rozprostírá na výlevkách, aby je spojil dohromady. To je nezbytné pro zajištění správného toku a krystalizace napařeného kovu. Následuje proces tvarování (nebo formování). Výsledný slévárenský strom musí být vyčištěn od nečistot a mastnoty a upevněn v ocelové trubce, kde bude vyplněn žáruvzdornou sádrovou hmotou. Trubka je rám, nazývá se baňka.
Modely se promyjí tinkturou hloh, mýdlem a poté čistou vodou. Pomocí maskovací pásky stoupají stěny potrubí. Omítka je chována v souladu s pokyny.
Nestačí jen vyplnit, musíte z ní úplně odstranit všechny bubliny, jinak je roztavený kov zaplní a produkt se pak pokryje kopou malých kuliček, které nebude možné odstranit všude a obrázek na modelu bude poškozen.

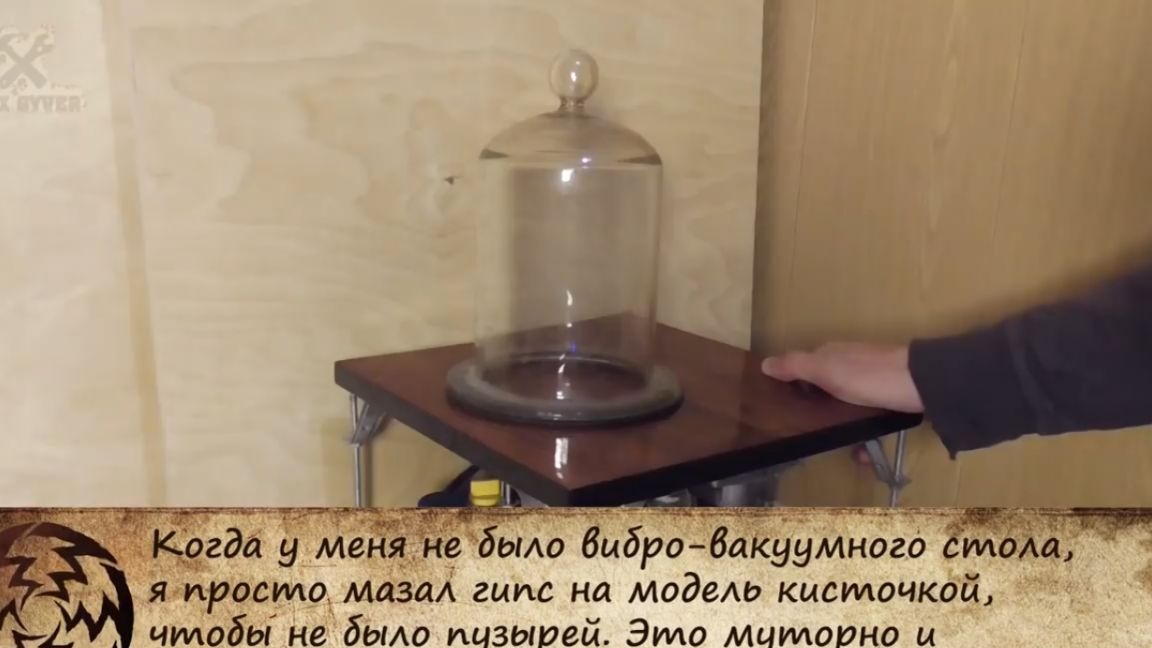
Čerpadlo odčerpává vzduch zpod kapoty a pracovní deska vibruje excentrem z motoru. Tím jsou všechny bubliny vyraženy a vyfukovány ze sádry. Sádra se mísí v čase, protože proces je přísně omezen. Sádra není jen špína, která zaschne. Při hnětení je tekutá a teče jako kefír, ale po 8-10 minutách ztuhne, protože v ní dochází k chemické reakci. Pokud je v tomto stavu dále smícháte, obvykle zůstane kaše navždy.
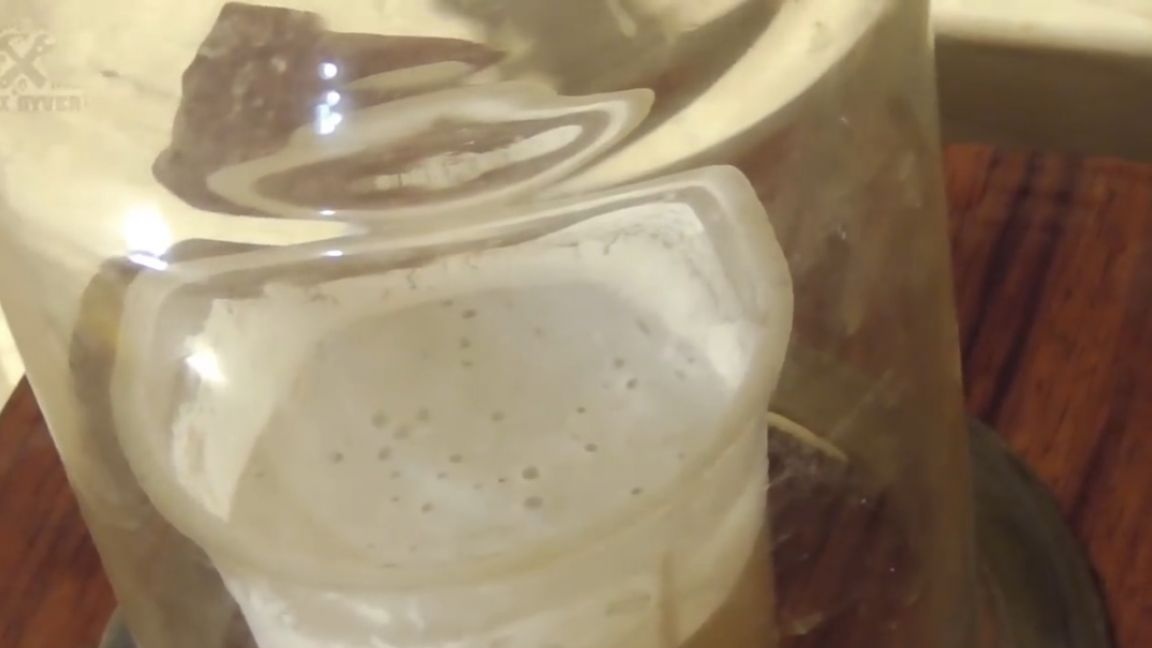
Ve vakuu se vaří sádra, vzduch z něj vychází. Nejprve se vsádka sama evakuuje, poté se nalije do baněk a znovu se vysaje. To vše je třeba udělat za 8 minut. V baňce se sádra opět vaří a stoupá, a proto potřebujeme lepicí pásku. Baňka se nalije na vrchol a sádra může začít vytékat. Hodinu nebo dvě po formování je sádra již pevná, lze ji mechanicky zpracovat.
Baňky jsou potištěny, lepicí páska je odstraněna, zásoba je z plastelíny a drát je vytažen. Tím se otevřou vtoky vedoucí k modelu. Šablony již splnily své poslání a předaly svou formu omítce. To je vše, nedá se to otočit, voskový model se změnil na voskovou louži, nyní musíte z forem odstranit vodu, je to téměř třetina hmotnosti.
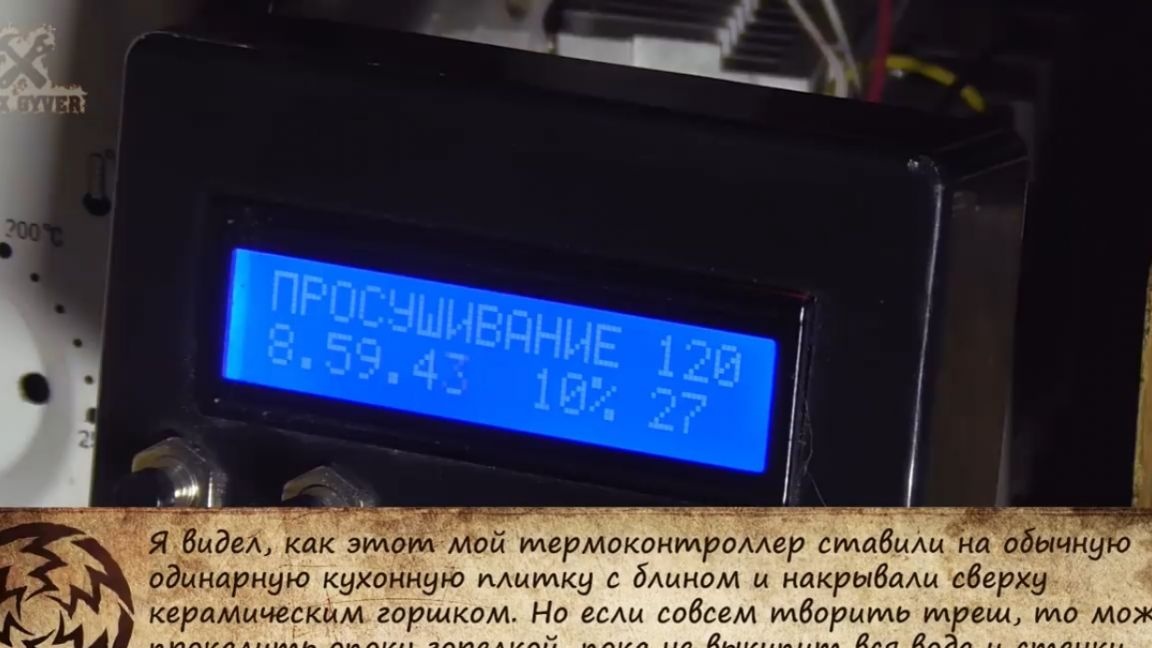
Formy jsou nyní super syrové, je třeba je nejen sušit, ale i kalcinovat, aby veškerá voda vycházela ze sádrové krystalové mřížky. K tomu by měla pec postupně zvyšovat teplotu na 730 - 750 stupňů a poté ji před litím mírně snížit. To se provádí pomocí regulátoru teploty. Výpočet pod dohledem regulátoru teploty trvá 9 hodin.

Odlitek bude prováděn pod tlakem setrvačnosti a forma je fixována ve speciálním high-tech zařízení. Jakýkoli stříbrný šrot se používá jako kov a je roztaven běžným hořákem.
K horkému kovu se přidá běžná kyselina boritá (prodává se v lékárně). Stává se olejovým filmem, který kov zakrývá a chrání ho před oxidací, absorbuje strusku a čistí taveninu, obecně vykonává stejné funkce jako u konvenčního pájení. Kyselina boritá mimochodem vytváří zelený plamen.


Dále, pro spolehlivost, je tu druhý tok - to je tetraborát sodný (aka borax), dělá všechno to samé, co by měl běžný tok dělat.Tavící kov je smíchán s paprskem titanu. Mimochodem, kov se samovolně nalije do vtoků, protože síla povrchového napětí, která jej válí do rtuťové koule, mu brání v rozlití do tenké chodby licího systému. Z tohoto důvodu jsou vyrobeny tenké, takže je možné roztavit a připravit kov a teprve poté naplnit celou hmotu najednou.
Následuje proces formování vstřikováním, při kterém setrvačná síla ucpává kov uvnitř formy. Bez ohledu na to, jak bláznivé to může vypadat, je tato metoda ve skutečnosti praktikována dodnes, ačkoli častěji mistři dávají přednost použití více stacionárních karuselů. Například do takových se vylévají zubní korunky a všichni jsou šťastní. Kov krystalizuje pod tlakem - to mu dává nejlepší vlastnosti. Dále je odlitek odstraněn a očištěn od sádry.
Pokračujeme ve zpracování odlitku. Po kousnutí nebo vyříznutí vtoků musí být odlitek spálen znovu žhavým horkem, aby se uvolnilo napětí v kovu a očistila se forma od sazí. Po zahřátí je odlitek ponořen do roztoku běžné kyseliny citronové z obchodu s potravinami a celá věc je vařena s hořákem. Když se kyselina citronová vaří, chová se jako skutečná kyselina - koroduje a oplachuje přebytečný kov, stříbro se stává bílou.

Začneme zpracovávat vrtákem s hrubým smirkovým hadříkem - 600, a postupujeme směrem ke snížení zrna. Na odlitku se objevila vada - je čas, musí být utěsněn stříbrnou pájkou. Výrobek je umístěn na žáruvzdorné dlaždici, místo pájení pod ohněm je pokryto roztokem stejného boraxu a kyseliny borité. Tavidlo vytváří bílý povlak, který po fúzi poskytuje čisté pájení.

S tenkým vodítkem z titanu (to se nazývá) je zachycen a umístěn nařezaný kus stříbrné pájky s obsahem stříbra 72%.

Následuje leštění, aby povrch získal lesk, a poté se provede černění nebo oxidace, proces umělého stárnutí v roztoku sírové játra.
Špetka prášku se roztaví, dokud se nevylomí, pak se naplní vodou a přivede k varu. Ve výsledném roztoku stříbro během několika sekund zčerná.

Prsten je připraven. Tak se původní voskový model změnil na lesklý stříbrný prsten.
Děkuji za pozornost. Uvidíme se brzy!
Video: